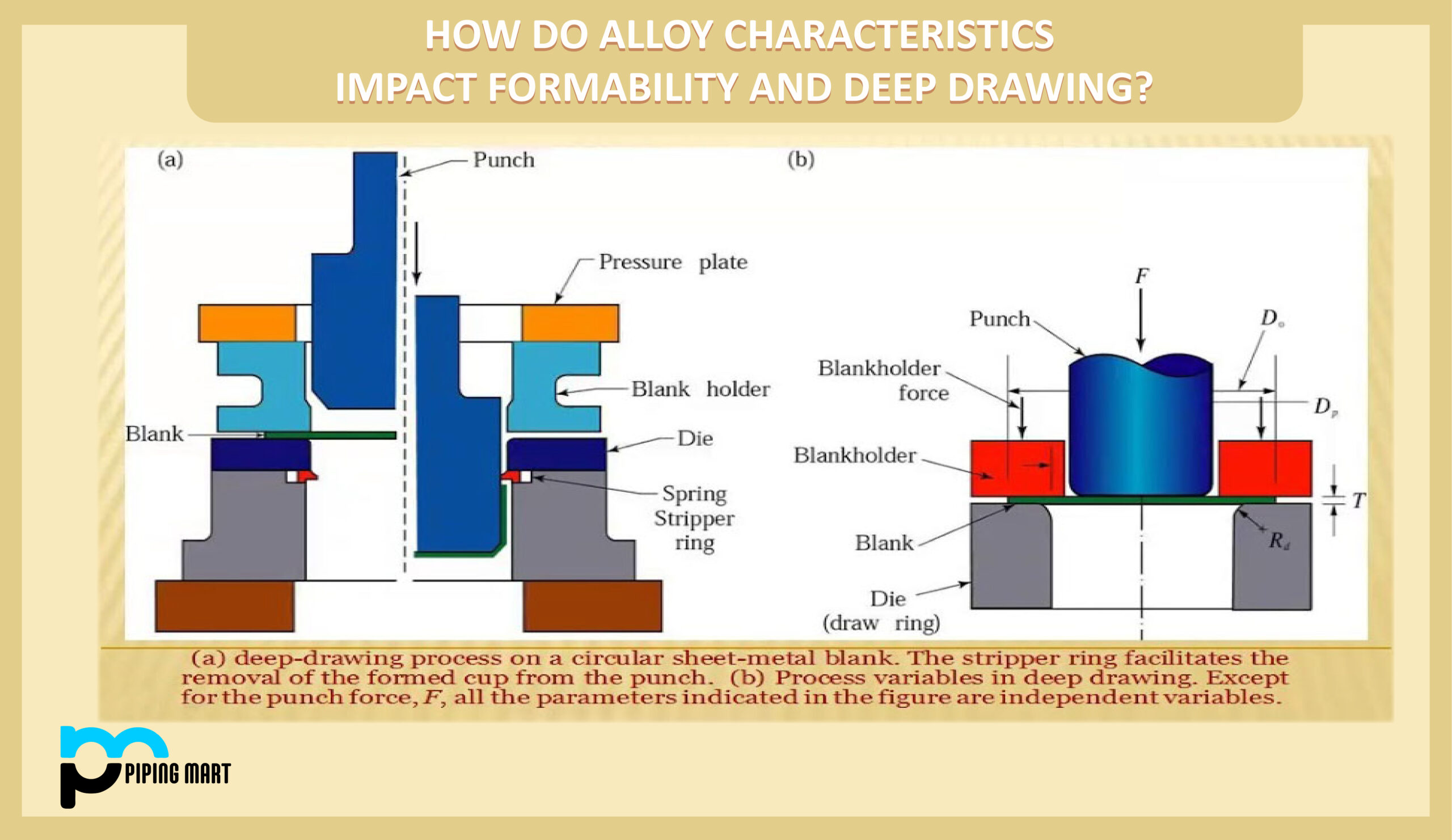
Deep drawing nickel alloys and stainless steel requires balancing several conflicting elements. Making decisions is aided by adjusting hardness values to fit process requirements.
A deep-drawn part made of a well-known grade of stainless steel is the subject of a print brought into the stamping facility. It is no issue until you realize that the finished item’s strength requirements are significantly higher than what is typically produced during the process.
A specification requiring a tensile strength of 175,000 psi and yield strength of 135,000 psi results in material that is three-quarters hard. That would be far too difficult to form. The ideal range for incoming material in stainless steel is between the annealed state and half-hard.
The Ideal Material
For obvious reasons, stampers choose ductile materials that are simple to cold shape. However, high-performance alloy specifiers frequently disregard formability in favour of strong, rugged, and robust parts. When creating a part, the ideal material bends easily throughout the forming process but never bends at all. It is a big ask to do that. However, stainless steel can come close to that ideal with the aid of underappreciated elements: work hardening and heat treatment.
Formability
Between the material’s yield strength and tensile strength, forming happens. When the tensile strength is exceeded, the material fractures instead of forming if the yield is not exceeded. The window between yield and tensile is exceptionally small in materials with more significant strengths. Obtaining the needed tensile strength and desirable formability in the same material is nearly impossible without taking extra measures.
As a part moves through a progressive die, repeated press actions usually cause enough cold working to harden the material to a quarter- or half-hard state, which is frequently sufficient. Stampers have a few options if this type of cold processing does not produce the appropriate hardness. They can choose a press large enough to cold form a tougher, stronger material, and they can choose to beef up the tooling. In addition to being expensive, such a choice could harm the press and tooling by causing them to wear out or fracture. The material is often subjected to tensile tests, which can be a reliable predictor of how it performs in a deep draw test.
A preferable choice could be to create the components first, then heat treat them later to increase hardness and strength. To use this option, an alloy that is both ductile enough for cold forming and hard enough to meet the requirements for completed parts must be chosen. Strength is proxied by hardness.
Hardness is merely one factor to take into account when using high-performance alloys. The buyer typically desires corrosion resistance, high-temperature capabilities, and others.
The challenge is to identify an alloy that meets those requirements and can increase hardness to the desired level for the consumer. This should be completed with the fewest possible runs through the rolling mill and furnace at the material supplier, as well as the fewest possible metal stamping stations at the forming operation, to reduce costs. Thickness can occasionally affect this.
Hardness Levels
Rolling particular percentage decreases on annealed materials results in the hardnesses quarter-hard, half-hard, full-hard, and spring-temper-hard (also known as extra-full-hard). The hardness values given here are precise specifications, not just generalizations; they are covered by an ASTM designation that alludes to certain tensile-strength levels.
Quarter-hard has a nominal tensile strength of 125,000 psi, half-hard of 150,000 psi, three-quarters-hard of 175,000 psi, and full-hard of 185,000 psi. There is a 25,000-psi difference between each chart, except for the three-quarter and full-hard parts, where the values converge due to the flattening of the work-hardening curve.
For each of these hardness values, yield minimums also exist. The ideal approach for determining these qualities is pulling sample parts on a tensile tester. Rockwell C values are beneficial, especially for 301 and 302 stainless, but are not precise for alloys with lower work-hardening rates since Rockwell hardness testers are significantly more prevalent in stamping factories than tensile-test equipment.
300-Series Stainless
Heat treatment is not an option for the 300 series of austenitic stainless steels; only cold working is. A glance at a table of qualities could lead one to believe that Type 301 would make a decent choice for stamped components because its range is relatively broad. Cold working occurs within the plastic region between yield strength and tensile strength. However, it has a propensity to work-harden quickly. This grade cab can bear a lot of tugging and stretch. The use of 301 for the deep drawing process is not advised.
Although the Type 305 grade is favoured for deep-drawn applications, it has a much smaller range between yield and tensile strengths. This grade is used to create almost 90% of stainless deep-drawn parts. Work hardening increases slowly during forming due to the comparatively high nickel content. In general, drawing is achievable before annealing since it may be drawn repeatedly without becoming very hard or brittle.
However, 305’s good initial elongation quickly diminishes, making it unsuitable for procedures that cause significant straining.
The middle-ground option is type 302. It offers advantages and disadvantages to both 301 and 305 because of its mechanical properties and forming behaviour, which is intermediate.
400-Series Stainless
Due to their ability to be reinforced via cold working and heat treatment, martensitic stainless steels are more adaptable. The 400-series alloys have higher yield strengths, smaller elongations, and tougher metals even in the soft-annealed state than carbon steels. To cause plastic deformation, this additional power must be used.
The stamper has a second option, heat treating if parts do not sufficiently harden during stamping. After heat treating, components are taken out of the furnace at relatively high temperatures (between 1750 and 1850°F) and quenched to a particular hardness.
Stainless steel of grade 410 typically hardens between Rockwell C35 and C45, while steels of grade 420 and grade 440A harden in the high C50s and low C60s.
Due to the deep hardening nature of these grades, quenching in the air at room temperature frequently produces the desired effects. In particular situations, choices include quenching with water or oil. To prevent a too brittle structure, stress-relieve the pieces for 420 and 440A. The general conclusions are the same, albeit sheet metal may differ significantly.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.